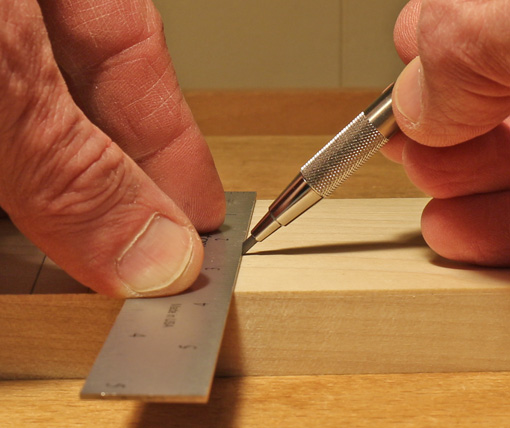
The 0.5 HB, despite limitations, is convenient and versatile to perform most layout work. However, as in most matters of woodworking, it is valuable to have a range of options to suit the tool to the task.
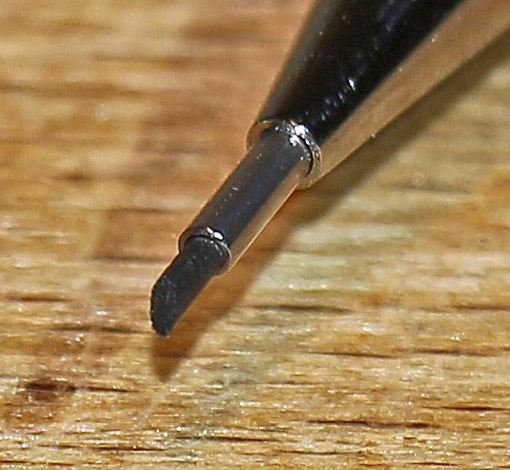
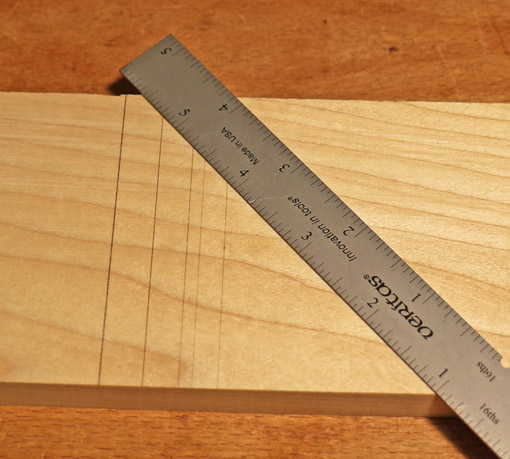
In the photo above, the line on the left was made with 0.5 HB, the next with a worn chisel point 2.0 mm 2H, and the three on the right with fresher chisel points.
What about the flat carpenter’s pencil? It won’t roll away while you are building on a roof but I do not like them for furniture making layout. The lead is too soft in the widely available regular ones, and though harder lead is available, I find them generally too coarse. A chisel point can be made with a knife, and renewed with sandpaper, but the process is slower and messier than the 2.0 mm and 0.9 mm 2H.
This is just personal preference and you may find you like them. Another option for sharpening the carpenter’s pencil is the clever Keson sharpener, which uses two blades in succession. Other sharpeners that bring the flat pencil to a rounded point are a good example of defeating a design with “improvements.”
Since only the timid and fools don’t make mistakes, those who use pencils must use erasers. The pink eraser on the end of a wooden pencil is adequate for spot use but it tends to smudge. The refillable white eraser on the end of the Pentel Twist-Erase is much better.
However, I like to make big, head-slapping mistakes so I keep two types of separate erasers available. A kneaded eraser is convenient in that it does not produce crumbs, and it lasts a long time, but often it cannot fully remove lines on wood. Its surface is refreshed by folding and kneading. More thorough is a white “plastic” eraser, such as the Staedtler Mars. It does produce crumbs but this serves to keep its surface clean and thus prevent smudges on the wood.
Finally, you might like this short video of great insight drawn from the humble pencil.