Established in September 2008, this site contains 248,000 words of original content (through December 2022), not including comments, and more than 1300 original photographs.
Here you will find plenty of serious woodworking instruction, information on tools, shop setup, and wood, along with musings about the craft. All for you to enjoy for free.
Heartwood is one of the longest running continuously active woodworking weblogs on the internet, now with 5.5 million visits and 18.5 million page views (actual human visits, not bots, crawlers, etc.).
I am always delighted to hear from fellow enthusiasts and anyone exploring fine woodworking.
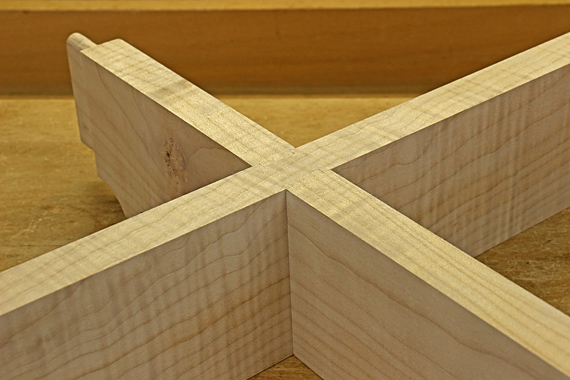
For rails that cross over their widths, this joint is very doable, strong, and neat. It has several advantages over other options for this situation. (Note this is distinct from rails crossing over their thicknesses, face to face, where the familiar half-lap is a good choice.)
Let’s take a look.
Each crossing member has strength distributed over nearly its full width, and there is no unsupported portion of the width. Furthermore, there is mechanical resistance to twisting in all directions. This is superior to a cross-halving (or “cross-lap”) joint, which is just a vertically oriented half-lap.
This is a strong joint with substantial long grain-to-long grain glue surface – more than 8 square inches. Note that the five dowels are long and continuous from one side to the other side of the joint. Cross-halving joints yield minimal long grain apposition.
It is much easier to conceptualize and execute this joint the than refined but elaborate cross-halving designs that involve stepped notches, sliding double-dovetails, or tapered notches. They make my head hurt.
For an enduring neat appearance as well as strength, the pieces entering the dado have outside shoulders. This differs from some versions of the cross-halving joint that are designed to correct the problem of unsupported width, and involve a dado that houses the full width of the entering piece, which can leave gaps when the housed member shrinks in thickness.
Woodworkers of all stripes will be pleased to know that this joint can be executed by hand, by machine, or a combination of both. In fact, you will see that a single shop-made jig can be easily adapted for use with various workpiece thicknesses and even various widths.
Full disclosure: a disadvantage is that it must be clamped from the ends. This could be awkward for very long pieces, though that is not a likely application.
Next: How to make it. As with all woodworking, it’s a matter of being accurate when it counts.
Here are the dovetail angles that I use. There is more than one good way to do almost everything in woodworking, and there are many situational exceptions, so these are not absolute. I do, however, know that they work. For the most part, they conform to what is usually written and taught, but here I also offer explanations for the various options.
My go-to angle for through dovetails in most hardwoods is 7:1 (8.1°), such as for a carcase or box in cherry, maple, or walnut with stock thickness of 9/16″-13/16″. It has enough angle to form a strong mechanical lock but not too much to produce fragile tail corners or overly fussy fitting. Vulnerable tail corners can be annoying in the making stage even though they are shielded after assembly.
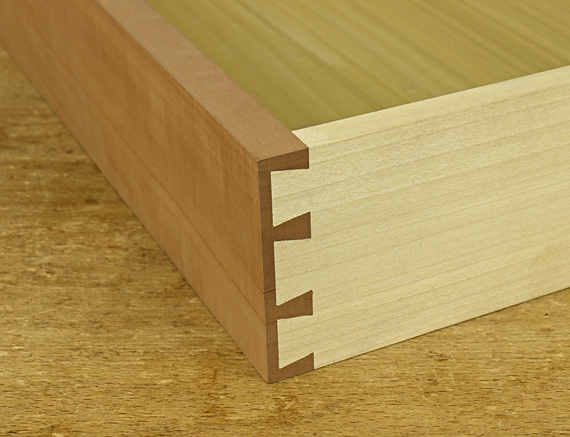
For more brittle, harder woods such as the curly oak shown below, I prefer 8:1 (7.1°). This helps to prevent chipping at the corners of the tails but still provides enough mechanical lock because the wood is less compressible. For the ovangkol small chest shown in the second photo below, I used 7:1 but the wood proved to be harder and more brittle than I first thought, so maybe I should have used 8:1.
For softer, more compressible woods such as pine or aspen, 6:1 (9.5°) works well. The steeper angle produces more mechanical lock, and chipping is not a concern.
Half-blind dovetails are a different matter. The shorter length of the tails usually requires a little more slope to create a good mechanical lock. 5:1 (11.3°) works well in most cases. It also just looks right to my eye. This study drawer with poplar sides and pear front that I keep in my shop is a good example. Using a harder wood for the sides and/or a thicker front (longer tails), I would consider 6:1, ultimately going with what looks right.
Through dovetails in thin stock deserve similar consideration. Very generally, for thin pin stock (shorter tails) consider using a bit more slope than for similar circumstances in thick stock.
Interestingly, in all of this, the mechanics and the aesthetics seem to dictate the same answer, and not, I think, by coincidence.
I have been using the shop-made bubinga markers shown in the photo at the top for many years. Unlike most commercially produced markers, they allow you to mark the entire length of the line on the face grain and end grain with one positioning. I detailed their construction in an article in Popular Woodworking, November 2009, issue #179.
Here are the details of the shooting board I use. It is designed for use with the Veritas shooting plane, as well as to fit my workbench, the work I typically do, and my personal physical characteristics (I’m right handed).
It is constructed primarily from 18mm 13-ply birch plywood. The base and thus the overall dimensions are 22 3/4″ x 14 1/2″. The platform upon which the workpiece rests is 11 1/4″ wide, and is glued and screwed to the base.
The right side of the platform was planed accurately straight before installation. The tiny rabbet, which is the basis for how a shooting board works, is created with the first few passes of the plane that “break it in.”
The cleat at the front, glued and screwed, hooks onto the front of the workbench. The cleat on the right side fits into the tail vise. Together, they give the shooting board rock-solid stability in all directions while in use.
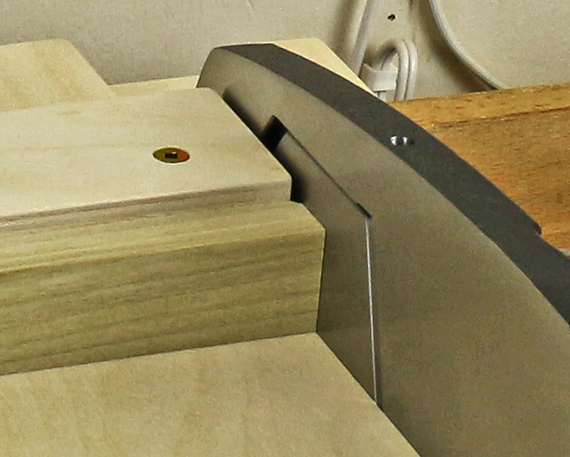
The channel for the plane is about 2 1/8″ wide, and lined on the bottom with 3/64″ PSA UHMW plastic. The 9mm 7-ply birch strip, 1 7/32″ wide, on the right side of the channel is adjusted to create a snug fit for the Veritas shooting plane, and firmly secured with pan-head screws placed at 3″ intervals. It is not glued, so it can be adjusted if needed. The inside wall of the strip is waxed.
The fence block is 2 1/4″ wide, made from two glued layers of the 18mm plywood. It is glued and screwed square to the sole of the plane nestled in the channel. The 3/4″-thick (or 7/8″) poplar replaceable subfence is attached with two 3″ x 1/4″ lag screws that enter from the back of the fence block, accompanied by heavy washers. The pass-through holes in the fence block for the lag screws are actually small slots that allow for some lateral adjustment of the subfence. You may want to use a third lag screw to ensure the subfence is snug against the fence block.
There are three ways to tune the 90° angle of the subfence. You can use whatever suits you; that is a big advantage of this design. Remember, we are using the in-place sole of the plane as a reference, not the channel edge itself.
First, when you create the subfence itself, you can easily plane it as needed – it’s friendly poplar. Then, when you attach the fence you have the chance to put very thin shim(s) between it and the fence block. Now, if you placed the fence block dead on and use a perfectly thicknessed subfence, you should not need to do this, but it is good to have the option! Finally, when in use, you can put a piece of tape or a shaving between the workpiece and the subfence to fine tune the working angle.
For angles other than 90°, you can make and attach a different subfence.
The front of the subfence is 7 3/8″ from the back edge of the shooting board. This gives more than enough length to fully support the 5 1/2″ toe of the Veritas shooting plane. I prefer the plane to have full registration against the channel edge all the way through the cut. There are many shooting board designs with the fence at the end, which causes the plane to lose full registration before the cut is completed.
Also, the 7 3/8″ works out to make the front of the fence not too far away from me, so I don’t have to lean forward too much, while still allowing the base of the shooting board to reach across the tool trough to get full support from the rear wall of the trough. This also results in enough platform depth to accommodate the vast majority of workpiece widths that I use.
The 11 1/4″ fence is long enough to firmly register almost all the work I do. You may want to make your shooting board wider. For any board longer than 20″ or so, I stack a couple of pieces of plywood under the left side of it to prevent it from tipping up at the working end.
The screw eye allows you to store the shooting board on the shop wall, away from abuse.
Remember:
sharp!
dynamic stability in use
low-tech micro-adjustment
and . . . the grippy glove on the left hand
I put a lot of forethought into this design, gathering ideas from many other designs. It has worked out very well for me. I hope it helps you with your work.
Addendum:
A plane such as the Lie-Nielsen #9 or a bench plane on its side can be gripped directly above and just behind the cutting edge. For these planes, a snug enclosed channel in the shooting board, such as shown here, is still very helpful but not essential. For the Veritas (or Lie-Nielsen) shooting plane where the grip is far behind the cutting edge, a snug channel is, in my opinion, a practical necessity. The grip location in these planes makes it too easy to get off track in the shooting stroke. Both systems work but I have come to prefer what I have detailed here for you.
No respectable woodworker can venture to the local Home Depot for that next-on-the-list home fixit thingy and resist a stroll through the tool corral because, you know, there might be something there that you absolutely need without having realized it. So, in this lucid state, I acquired a few of these little DeWalt trigger clamps.
DeWalt calls them “medium” but I rate them: small enough but strong enough. They are an excellent alternative to spring clamps, which I have never really liked.
The 2 5/16″ (actual) throat depth is at least that of most spring clamps except for some awkwardly large steel and ratcheting models. The 6″ clamping length of the model I use is longer than nearly all spring clamps. There is remarkably little bowing of the I-beam bar even with the maximum force applied, which is nominally 100 pounds.
The fixed jaw can be reversed for spreading. The jaw pads have horizontal and vertical V-grooves for use on corners and small round pieces.
A trigger clamp is not quite as easy to use one-handed as a spring clamp. However, they are still convenient to apply with one hand if you preset the jaw opening, then carefully set the first jaw flat on the workpiece, and finally squeeze the handle to plant and tighten the second jaw.
DeWalt’s trigger clamp series also includes “small,” which is too tiny for much use in my shop, and “large,” which I skip in favor of the “extra large,” which generates 600 pounds of force. I wrote about those in another post.
Another question from a reader: “My trouble in shooting is (I guess) in advancing the wood. I often find myself in a situation where I’m feel like I’m pushing the wood very firmly against the toe of the plane and still not getting any bite from the blade. This problem seems to come and go and I have yet to diagnose what I’m doing wrong.”
There are at least two possible reasons for this.
1. The blade may not be sharp enough, causing it to skid on the wood rather than cut it. The whole system (workpiece, plane travel, blade edge) may be deflecting, preventing the blade edge from engaging the wood.
Of course, end grain is harder to cut than long grain. Paring end grain is how many woodworkers test an edge. However, there is another reason why sharpness is so critical that is peculiar to shooting.
Planing in the usual manner with a bench plane, we intuitively sense that we can extend the working life of a gradually dulling edge by pressing down harder with the plane. Related to this, we find that it is necessary to advance the blade further (depth of cut adjustment) to get it to take the same shavings as when it was sharper, though with more effort. Eventually, we head back to the sharpening bench.
Brent Beach offers a technical discussion relevant to this. The basic idea is that the extremely narrow lower wear bevel in a sharp blade has less area against the wood, and so is able to generate more pressure (force per unit area) on the wood than does a dull blade with a wider lower wear bevel. The sharp blade compresses the wood and bites into it.
In shooting, the plane does not ride on the wood, it rides on the edge of the track, and so you cannot regulate the edge pressure against the wood as you can with ordinary planing. The blade has to be sharp enough to cut without your “help,” so to speak. Actually, I have found myself intuitively trying to shove the workpiece toward the plane as the blade dulls, but that is awkward at best, and tends to produce inaccuracies.
Furthermore, end grain is less compressible than side grain.
2. Another possibility is that the fence is set slightly greater than 90°. This will cause the workpiece to register against the sole of the plane near the fence but not reach the sole where the cut begins. It only takes, say, a couple thou of error for this to happen. Furthermore, as an insufficiently sharp blade moves along to eventually meet the workpiece, it might push it away rather than cutting into it. (This is another example of the general principle that a tool, hand or power, given the opportunity, will move the workpiece instead of cutting it, and/or move the tool itself.)
The shooting board fence may start out dead-on at 90°, but if it is not very firmly set, it is easy for it to eventually get pushed to greater than 90° because that is the direction of your force on it in use.
In summary:
1. Sharp – wicked sharp – is a must for shooting!
2. The shooting setup has to be not only statically accurate, but also dynamically stable in use.